Tilting at Windmills
In our last exciting episode, I talked about how us lovable wackadoos at T H Hill have dealt with fatigue for years: we use a “comparative design approach” to choose the lowest-risk options for our design. This entails giving up on the idea that you can figure out the actual life of your tool, and instead just playing the best odds you can manage.
Whilst it might not give you that warm, fuzzy feeling we all want, it actually does work. Just logically, choosing the best option available to you for any given operation really should be the best path forward, and we’ve watched our customers’ failure rates plummet when they use things like Curvature Index to decide what to do.
What this comparative thingy does not do—actively refuses to do—is tell you exactly when your crap will break. Since preventing fatigue failure is all about inspecting properly at the right intervals to catch those cracks before they wash out or twist off, that’s … disappointing.
But! We can do more! (I think?)
Here’s how I see it: you’re all wrong. (My winning personality shines through again.) We usually set our inspection intervals based on time, somehow or other—hours rotating, footage drilled, wells, months, presidential terms, whatever. I would argue that we don’t actually care how much time has elapsed, since the reason to inspect our pipe is to catch damage before it becomes a failure. Thus, we need to know how much damage has elapsed, not how much time.
The trick, of course, is that “damage” is a pretty abstract thing to measure, while “time” is quite clear (as long as we’re not in a sci-fi movie). So we measure time, hoping that we’re making a reasonable guess at the amount of damage that has occurred.
I have my doubts.
What would be better is to give up on time, since it’s inaccurate at best, and misleading at worst. What I need is something that can help me estimate real-life damage.
It helps to split the world into two main failure types—overload and fatigue—since the type of failure will determine the type of damage we’re looking for. If I go searching for a way to estimate damage to my overload capacity, I reach a pretty clear conclusion: measure it. Overload capacity is defined by the material strength, which doesn’t change (except in extreme circumstances), and the cross-sectional area at the critical spots, which only changes due to wear and is easily measurable. So do this:
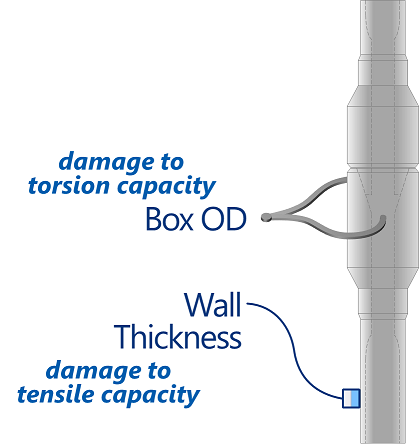
The box OD measurement tells you if abrasive wear has reduced the critical load-carrying capacity of the box (which is usually the source of your drilling torque limit). The wall thickness measurement tells you if wear has reduced the load-carrying capacity of the tube (usually the tension limit). These measurements can be taken quickly, even on the rig floor (no that’s not a terribly precise way to do an inspection, this is just for the general idea) as described in the Rig Floor Trip Inspection in DS-1 Volume 3.
Now instead of saying “I’m going to inspect my pipe every 3 wells,” you say “I’m going to inspect my pipe when either the box OD I measure wears down by 1/8 inch, or the tube wall wears by 0.040 inch” (or whatever numbers you want to set). This means that you are, in fact, setting your inspection interval not by time, but by the damage that we’re actually concerned about. I think it’s a better idea.
(Hardly anyone does this. I don’t care. I still think it’s a good idea, and you’re used to me being something of a left-handed monkey wrench at this point, right?)
|
Image 
|
Fatigue represents a trickier problem (as usual). There’s nothing that we can measure that will determine the life that’s been used up, so whatever “damage” measurement we end up with will be an estimate. My stress-life curve (you remember those, right?) tells me that the two things that define the overall life of a given specimen are the stress applied and the number of cycles (stress and life, doncha know). Now, honestly, those SN curves need to be adjusted when the stress amplitude isn’t fully reversed (i.e. the max/min stresses aren’t just positive and negative of the same number), so by “stress” I mean a combination of bending and tension that will lead to a certain level of fatigue-damage “severity.” |
I can count cycles; I can estimate it without too much work using ROP & RPM averages. But “severity”? What do I know about that will combine both the tension applied and the amount of curvature into some indication, some index that might communicate the speed at which cracks grow in drill pipe?
I hope you’re catching on here, people, I’m laying it on thick. Curvature Index! That’s its whole purpose in life, to tell you (in a relative way) how hard you’re being on your drill pipe, and what your fatigue-failure risk might be!

(In DS-1 we divide that by a million to make the numbers more manageable. You do you.) Now, armed with Damage Points, we can calculate an inspection interval that no longer depends on time, but represents an estimate of damage.
How many Damage Points to an inspection? Dunno; it still depends on what you’re doing. I’d start with about 600 and adjust—brand new pipe could probably go to 900 or 1,000 points before you inspect it; older pipe and/or corrosive environments might drive that down to 500 or so. Each time the pipe passes a good crack-detection inspection, you reset the count for that joint to zero.
The particular damage-point interval is not the point, though; the number just a number that you can (and should) change to match your operations. The point of damage, uh, points, is that it’s a better way to measure. It’s still a guess at the amount of damage done, but it’s a more intelligent guess based on the things that actually matter, rather than something which doesn’t matter at all.
I’m clearly a big fan of this idea, despite the fact that not many people use it. When I bring it up, though, I usually get something like this:
“Wait, don’t you have a different tension / bending combination at every joint of pipe? So a different Curvature Index at every joint?”
“Yes.”
“So every joint has a different number of damage points to track?”
“Um, yes.”
“Yeah, we’re not gonna do that—it’s impossible.”
I, of course, have done as many as six impossible things before breakfast, and I have two different answers for such talk.
Answer #1: It’s not impossible; I’ve seen it. We’ve had customers that commit to tracking where their pipe goes—in the well, in the hole, as it’s racked back, as it’s picked up, as it’s transported around—all with the goal of knowing just when they should inspect the string (and how to rotate pipe so they can safely put off inspecting the string).
It’s work, to be sure. The trick seems to be getting everybody at the rig on board; once everyone knows that we’re going to follow certain patterns racking back and laying down, and to ask the right people which section goes where (lay down section A, B, and C; pick up B, then C, then A), things go swimmingly.
There’s also got to be someone driving the calculation, of course. If you are, in fact, tracking damage points on every joint of pipe, I recommend writing a software program to help you out. (We call ours CFat™; this is not a shameless plug. Nope.) That way you can process the information that comes from your digital drilling-data platform and figure out what’s happening now, and make some decisions about what you should do in the future.
Answer #2: Doesn’t every joint of pipe in your well accumulate a different number of rotating hours? Do you track that? Hm? (Doubtful.)
In the same way that you can do broad sweeping estimates with rotating hours (or footage, or whatever), you can also calculate your Damage Points on the back of an envelope. Just pick the worst spot you expect in your well, work through your typical operations, and add up the damage done. Inspect at that calculated interval.
Even in this simplistic state, it’s still better than time because, again, it’s looking at real damage. It allows you to change something in your typical drilling process and make immediate changes to your inspection plan with less trial and error. You can use it to rotate your pipe in some reasonable way to lessen the inspection burden you’ll have. It’s just plain better.
To land this plane: if you ask me how often you need to inspect your pipe, you’re going to get some weird answers (measure some dimensions regularly and calculate damage points). I know I’m abnormal (in multiple ways), but I really think our industry can do a lot better by using our noggins a little bit.
And, if history is any indication … you’ll probably ignore me. (Pouty face.)
